
American-made, Stainless Steel Conveyors for a Variety of Industries
In industries like food processing, packaging, manufacturing, and automation, conveyor belts are more than just components – they’re essential to efficiency, hygiene, and productivity. Selecting the right conveyor belt for your application dramatically impacts performance, compliance, and long-term cost.
At Hanover Conveying Systems, we specialize in designing and integrating custom conveyor systems to meet your specific needs. Below, we break down the five (5) most commonly used conveyor belt types, including their advantages, limitations, and ideal applications.
Overview:
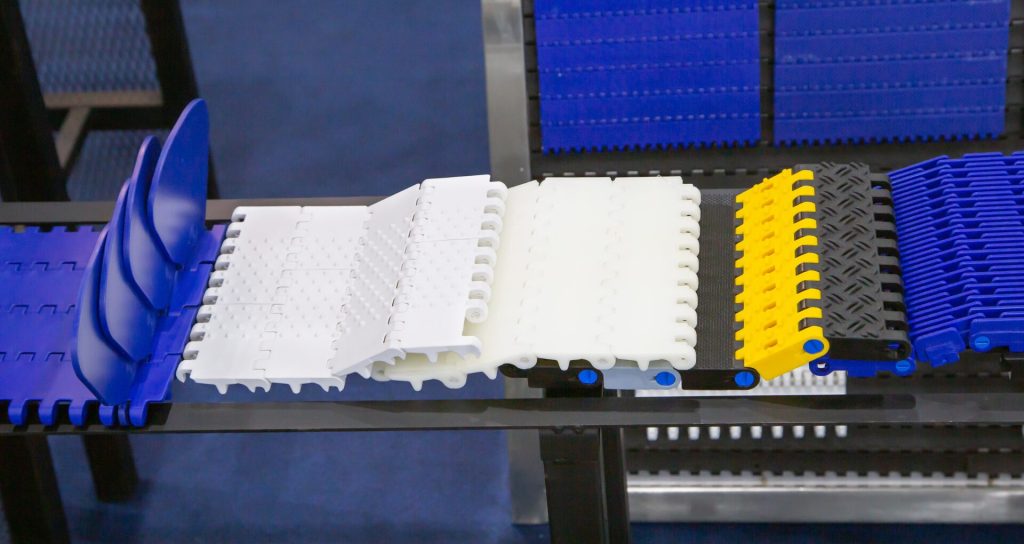
Plastic modular belts are made from interlocking plastic segments and are one of the most versatile conveyor belt solutions available.
Best for: Versatile layouts, high-impact applications, food handling
Advantages:
Limitations:

Overview:
Tabletop belts are commonly used in packaging and bottling lines. They can be made of plastic for economy or stainless steel for durability and sanitation.
Best for: Long conveyor runs, curved layouts, bottling lines, light to moderate loads
Advantages:
Limitations:

Overview:
Fabric belts are constructed with a woven backing and PVC or urethane covers. These are commonly used in bakeries and lightweight food processing.
Best for: Tight transfers, light-to-heavy duty applications, bakery, raw dough handling
Advantages:
Limitations:

Overview:
Made from solid polyurethane, monolithic belts are ideal for food-grade environments requiring the highest standards of sanitation.
Best for: Meat, poultry, dairy, high-sanitation applications, FDA/NSF-compliant facilities
Advantages:
Limitations:

Overview:
These heavy-duty belts are designed for harsh environments, extreme heat, or processes involving liquid immersion like paint dipping.
Best for: High-temperature applications, washdown environments, metal processing, casting lines
Advantages:
Limitations:
At Hanover Conveying Systems, we don’t believe in one-size-fits-all. Our team will help you assess your application and recommend the most effective and cost-efficient conveyor belt for your operation – whether you’re in food production, industrial manufacturing, or material handling.
Contact us today to request a quote to get started.
We’re looking forward to working with you. Whether you have questions about products or services, our team is ready to help.